Survival through quality, development through innovation
Adhering to the core development philosophy of "innovation driven, quality first"

Adhering to the core development philosophy of "innovation driven, quality first"

Adhere to the production and management philosophy of "craftsmanship and excellence"

Practice the core value concept of "green development, intelligent future"
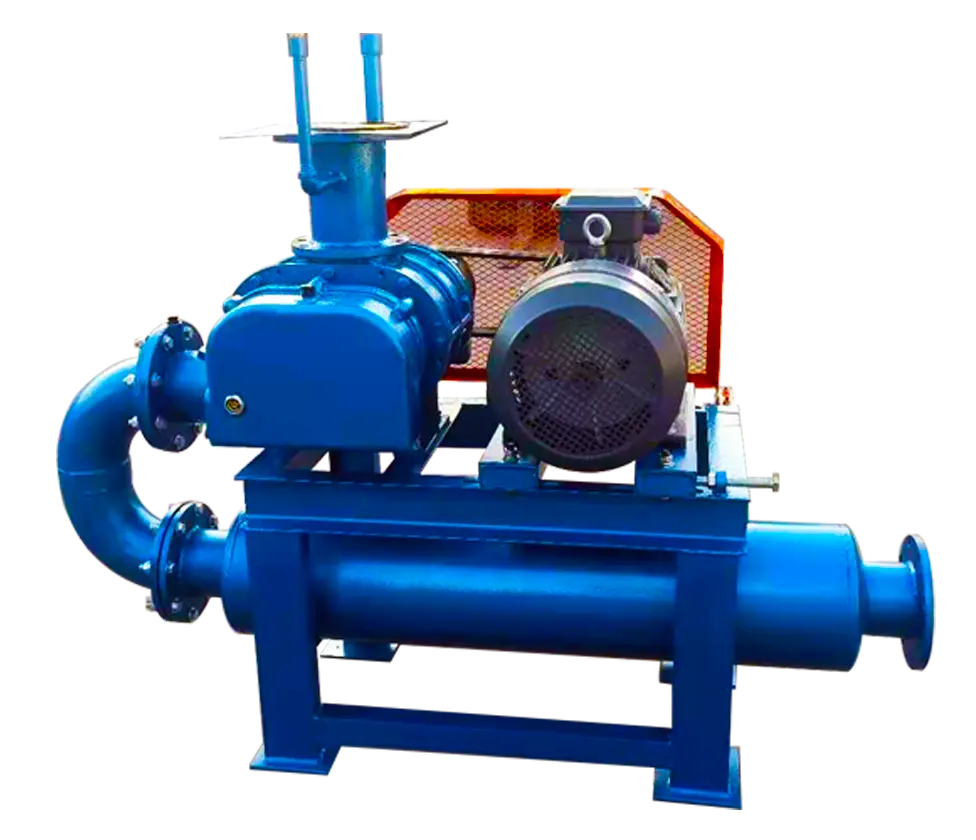
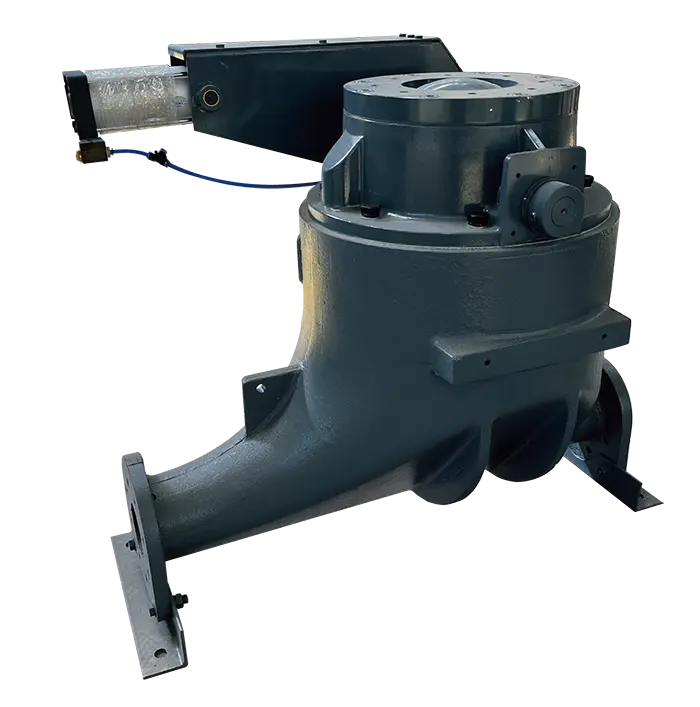
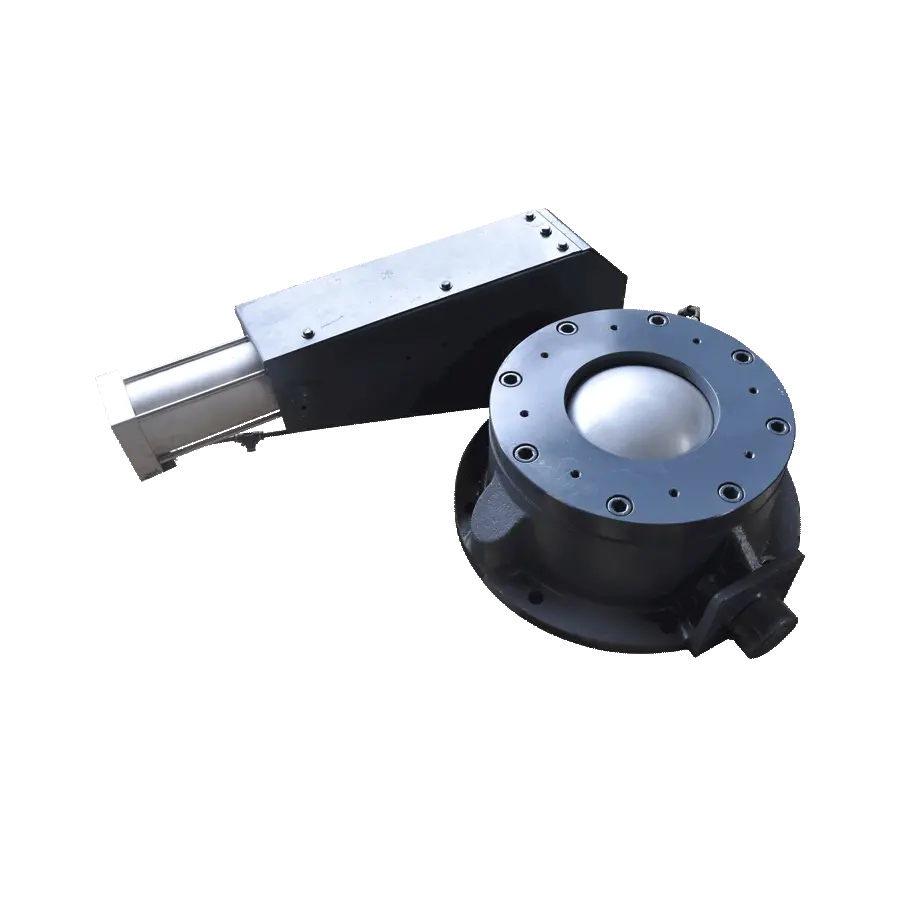
Our company specializes in the design and manufacturing of positive (negative) pressure pneumatic conveying, dense phase pneumatic conveying, dilute phase pneumatic conveying, industrial automation system centralized feeding, denitrification systems, bag filters, Roots blowers, rotary feeders, bin pumps, AV pumps, material sealing pumps, pneumatic valves, etc
Pneumatic conveying, also known as air flow conveying, is a specific application of fluidization technology that utilizes the energy of air flow to transport powdered and granular materials along the direction of air flow in a closed pipeline. The structure of the pneumatic conveying device is simple and easy to operate. It can be used for horizontal, vertical, or inclined conveying. During the conveying process, it can also perform physical operations such as heating, cooling, drying, and air flow classification, as well as certain chemical operations.
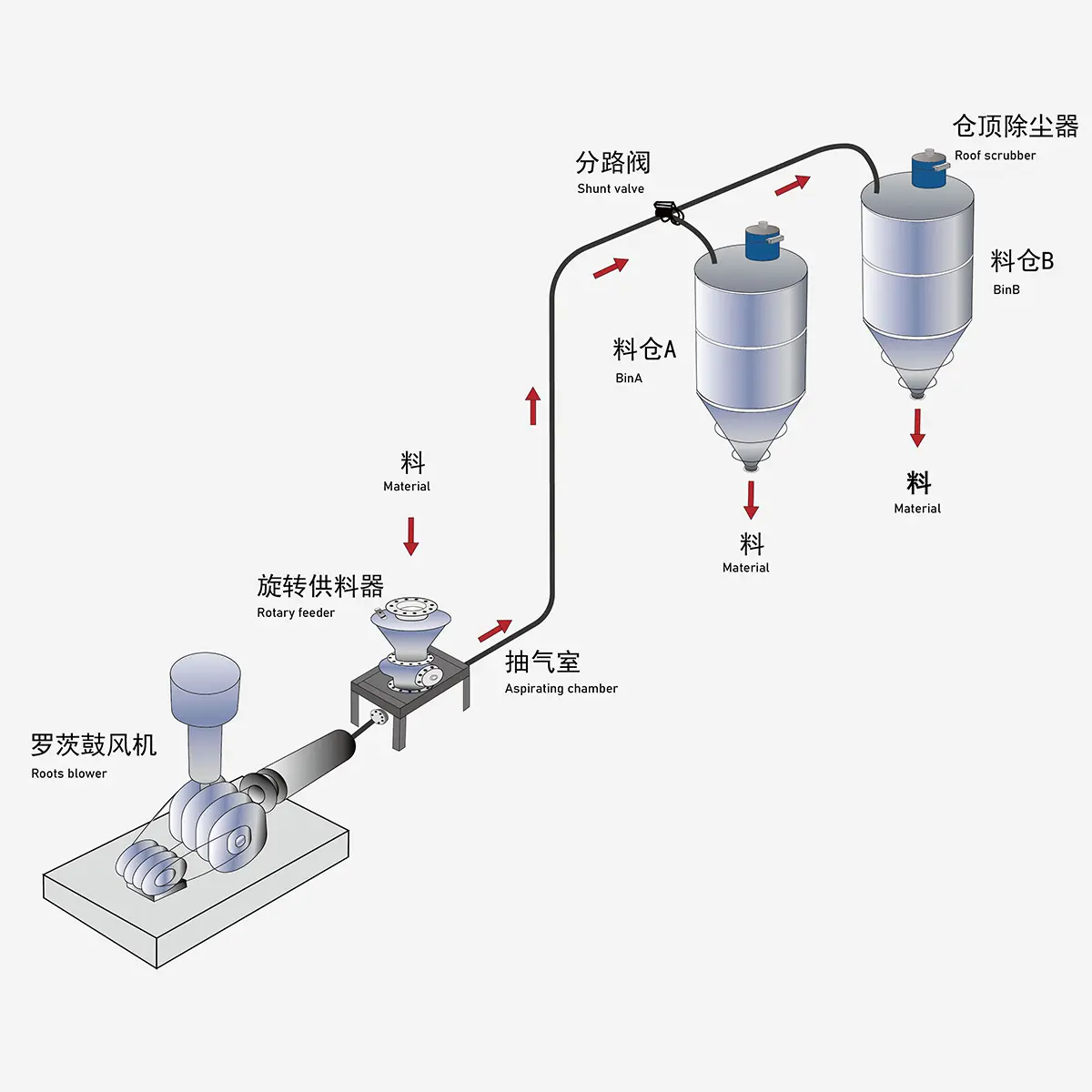









Wheat pneumatic conveying is the process of using the generated airflow energy to suspend or move wheat particles in a closed pipeline, achieving the transportation of materials from one place to another. Its core working process can be summarized as the formation of airflow power → gas mixing → pipeline transportation → gas separation → exhaust gas purification, which can be divided into two main forms. The principle is as follows: 1. Negative pressure pneumatic conveying (suction type) power formation: the vacuum pump (negative pressure fan) works to make the pressure inside the conveying pipeline lower than the external atmospheric pressure, forming a negative pressure zone. Inhalation of air: Under the pressure difference, external air is sucked into the pipeline with wheat through the suction nozzle (feed inlet). Transportation process: Wheat particles are suspended and transported in the pipeline with the airflow, and then sent to the unloading point. Separation and exhaust: After reaching the endpoint, the gas mixture enters the cyclone separator, and the wheat is separated from the air by centrifugal force and gravity and falls into the silo; After being purified by a dust collector, the dusty exhaust gas is discharged by a fan. 2、 Positive pressure pneumatic conveying (pressure conveying type) power generation: Roots blower (positive pressure blower) works to introduce high-pressure air into the conveying pipeline, forming a positive pressure zone. Gas mixing: Wheat enters the high-pressure pipeline through a feeder (such as a rotary feeder) and is thoroughly mixed with high-speed airflow. Transportation process: The thrust generated by high-pressure airflow pushes wheat particles along the pipeline to the unloading point. Unloading and exhaust: After the wheat enters the silo, the airflow is discharged through the ventilation holes or dust collector at the top of the silo, completing the transportation. 3、 The common core principle, whether it is suction or compression, essentially utilizes the relative motion between air flow and wheat particles to generate friction and thrust, overcoming the gravity and frictional resistance of wheat in the pipeline, allowing wheat to move together with the air flow, and ultimately separating the material from the air through a gas-solid separation device, achieving non-destructive and sealed transportation of wheat. Case 1: Application of wheat negative pressure suction in grain purchasing station. A county-level grain purchasing station needs to receive scattered wheat sold by farmers on a daily basis. The feeding points are scattered in three unloading stations, and the dust problem is prominent during the peak period of purchase. At the same time, all wheat needs to be transported to the central reserve warehouse uniformly. This project adopts a negative pressure suction pneumatic conveying system, with feeding suction ports set up at three unloading stations, which are connected to the gas material separation and dust removal system through closed pipelines. When farmers unload grain, wheat is sucked into the pipeline through the suction port and transported to the separation equipment outside the central storage bin with negative pressure airflow. The wheat is stored in the bin, and the dust containing gas is purified and discharged in compliance with standards. After application, the purchasing station completely solved the problem of dust pollution in the unloading process, without the need for additional personnel to clean up scattered wheat on site. At the same time, it achieved simultaneous feeding and unified transportation of three unloading stations, greatly improving the operational efficiency of wheat purchasing and reducing material loss. Case 2: Application of positive pressure feeding of wheat in a flour processing plant. In a medium-sized flour processing plant, the raw material warehouse is located on the west side of the factory area, and the production workshop is located on the east side. The wheat in the raw material warehouse needs to be transported to six production stations in the workshop, including the milling machine, flour cleaning machine, and wheat blending bin. The feeding requirements of each station are different and need to be flexibly switched. The project adopts a positive pressure pneumatic conveying system, with the raw material warehouse as the single feeding point, and uses a gas locking feeding device to feed small materials
MoreThe core of calcium hydroxide pneumatic conveying is to utilize the kinetic or static pressure energy of air to form a stable gas-solid two-phase flow of calcium hydroxide powder in a closed pipeline, completing the transportation from the storage bin to the point of use, and achieving gas separation and exhaust gas purification at the end. Unlike ordinary mineral powder, calcium hydroxide has a fine particle size, high surface activity, and is prone to react with moisture in the air to form hard lumps. The key to its transportation principle lies in "preventing agglomeration, blocking pipes, and moisture absorption", rather than simply power transmission. The overall workflow still follows the three major links of "feeding conveying separation", but each link has a targeted principle adaptation. The mainstream is divided into three modes: positive pressure dilute phase, positive pressure dense phase, and negative pressure suction and delivery. The following is the general principle+sub mode core logic: 1. General core working principle arch breaking and bridge prevention - Calcium hydroxide is prone to forming "bridges" in the storage bin due to moisture absorption and aggregation, and cannot be naturally discharged. Therefore, before starting the conveying process, it is necessary to use warehouse wall vibration or arch breaking devices to break the material aggregation structure, making the powder loose and laying the foundation for subsequent uniform feeding. This is the unique pre principle that distinguishes calcium hydroxide transportation from other dry powders. Mixing of feed and gas - Loose calcium hydroxide is controlled and evenly fed into the conveying pipeline through a dedicated gas locking feeding device. At this point, the airflow enters the pipeline from the power source and is fully mixed with the material: the airflow breaks the adhesive force between the material particles, causing the calcium hydroxide particles to be carried or aggregated into loose clusters by the airflow, forming a gas-solid two-phase flow that can be transported. Key adaptation: The feeding device needs to have good airtightness to prevent external humid air from entering the pipeline and reacting with calcium hydroxide. Pipeline transportation - Gas solid two-phase flow moves forward in pipelines relying on the kinetic or static pressure energy of the airflow. Calcium hydroxide particles are lightweight and strongly influenced by air flow, but due to their tendency to aggregate, they need to be designed through pipeline air supply and optimized bend curvature to avoid particle deposition and agglomeration in the pipeline, which can cause pipe blockage. The entire pipeline is sealed to isolate external moisture and dust leakage. Gas material separation and exhaust gas purification - When the material reaches the endpoint, it enters the separation equipment. Calcium hydroxide particles separate from air under the action of gravity or centrifugal force and fall into the receiving bin; The exhaust gas carrying a small amount of fine dust enters the dust removal equipment for purification before being discharged. Key adaptation: Anti adhesive filter materials should be selected for dust removal equipment to prevent calcium hydroxide dust from adhering to the filter bag and causing blockage. 2、 The core working principle scheme of the three mainstream modes is scheme one: positive pressure dilute phase pneumatic conveying. The core power is to rely on the kinetic energy of the airflow to push the calcium hydroxide particles to be transported in a suspended state. Working logic: The power source provides positive pressure airflow at the starting point, and the feeding device continuously feeds the material into the pipeline. The airflow carries the material forward at high speed and reaches the receiving bin at the end point. Adaptation logic: Calcium hydroxide is lightweight and easy to transport. The dilute phase mode can meet the needs of medium to short distance and continuous feeding. The equipment structure is simple and easy to maintain, suitable for scenarios such as dry desulfurization tower calcium spraying and sewage treatment dosing. Option 2: Positive pressure dense phase pneumatic conveying core power: relying on the static pressure energy of the airflow, it pushes the calcium hydroxide to form loose material plugs and move forward. Working logic: intermittent feeding is adopted through the sending tank, and high-pressure air flow is used to make the materials in the pipeline in an alternating state of "material plug+air plug"
MoreThe core of flour pneumatic conveying is to form a gas-solid two-phase flow of flour in a closed pipeline, powered by air, to complete the conveying process. The entire process is sealed without dust leakage and meets the requirements of food grade production. The system is mainly composed of gas source, feeding, conveying pipeline, gas-solid separation/dust removal, control and other units. According to the pressure state of the pipeline, it is divided into two mainstream methods: negative pressure and positive pressure. The flour industry also optimizes the effect by combining the conveying form of dilute phase/dense phase. 1、 Negative pressure transmission power formation: The vacuum pump draws air at the end of the pipeline, creating a negative pressure environment inside the pipeline that is lower than the outside. Material inhalation: The external atmosphere pushes the air to carry the flour and enter the pipeline through the suction port, forming a gas-solid two-phase flow. Gas solid separation: After the mixture reaches the destination, it passes through a separator/filter, and the flour falls into the silo by gravity. The air is purified by dust removal and then discharged. Flour adaptability: No dust leakage, suitable for conveying from multiple feeding points to one silo, such as feeding and batching processes. 2、 Positive pressure transmission power generation: The fan/compressor injects air at the beginning of the pipeline, creating a higher positive pressure inside the pipeline than the outside. Material push: The feeding device evenly sends the flour into the pipeline, mixes it with the airflow, and transports it along the pipeline under the pressure difference. Gas solid separation: After reaching the endpoint, the flour is collected by the separation/dust removal device at the top of the silo, and the remaining gas is purified before being discharged. Flour adaptability: With a longer conveying distance, it is possible to unload from one material point to multiple silos, such as conveying finished flour to different storage tanks. 3、 Dilute phase/dense phase, choose dilute phase transportation as needed: the airflow velocity is high, and the flour particles are suspended in the airflow for transportation, suitable for short distance, medium and small flow rates. It is widely used in daily transportation in flour mills. Dense phase transportation: The airflow velocity is low, and the flour moves forward in the form of group flow/plunger flow, suitable for long distances and large flow rates, which can reduce pipeline wear and flour damage. 4、 Ensure cleanliness and safe air source purification: Use oil-free dry air to prevent flour from being contaminated by oil and meet food grade standards. Dust removal and recovery: The separation/dust removal device can recover fine powder carried in the airflow, avoiding waste and preventing excessive emissions. Explosion proof protection: Flour is a combustible dust, and the system needs to take protective measures such as anti-static grounding and explosion-proof valves to eliminate safety hazards. Case 1 Flour Factory Storage to Ingredient Section Scenario: A medium-sized food enterprise in South China that focuses on pasta production strictly follows food grade cleanliness standards in its factory planning. In the production process, the ingredient areas of the raw material warehouse and production workshop belong to different functional areas. The core requirement is to stably transport raw materials such as wheat flour packaged in ton bags from the ton bag unpacking station in the storage area to multiple parallel fully automatic ingredient scales in the production workshop, providing raw materials for subsequent kneading and rolling processes. Pain point: Previously, companies used manual handling and feeding methods, where workers had to pour the unpacked flour into the ingredient scale hopper. During the process, dust was easily leaked from the feeding port, which not only led to substandard cleanliness in the workshop and difficulty in passing the annual food production permit review, but also posed a risk of cross contamination of raw materials - different batches and varieties of flour dust mixed together, directly affecting the gluten and taste of pasta. At the same time, the efficiency of manual feeding is greatly affected by personnel status, and additional manpower is required during peak hours, which is labor-intensive
MoreThe core principle of gypsum powder pneumatic conveying is to use the kinetic energy of the airflow or the pressure difference inside and outside the pipeline to form a stable gas-solid two-phase flow in a closed pipeline. The gypsum powder particles are uniformly carried or pushed into a plug to the designated end point, and then separated from the air by a gas-solid separation device. The entire process relies on the closed pipeline to complete the transportation, solving the pain points of gypsum powder being prone to dust and moisture agglomeration. Compared with materials such as fly ash, although the conveying principle of gypsum powder is the same as gas-solid two-phase flow transmission, its working principle focuses on "moisture prevention, anti agglomeration, and stable flow rate" due to its strong moisture absorption, easy agglomeration, uniform particle size, and low abrasion properties. The overall process still follows the universal closed loop of pneumatic conveying, which is divided into four key links and corresponds to two mainstream process forms adapted to gypsum powder: 1. Universal core workflow gas supply and pressure building: the gas source equipment establishes a positive or negative pressure environment in the pipeline to form a continuous and stable airflow. Due to the fact that gypsum powder does not require high kinetic energy to be transported, the airflow only needs to meet the requirements of "carrying animal material flow and preventing material deposition", avoiding excessive suspension of materials caused by high-speed airflow. Anti blocking feeding: Gypsum powder enters the pipeline from the silo through a dedicated feeding device. The feeding process will synchronously complete the "material arch breaking+uniform feeding" to prevent the gypsum powder in the silo from being unable to fall smoothly due to moisture and compaction. At the same time, it ensures the initial mixing of the material and the airflow, avoiding pipeline blockage caused by sudden large feeding. Pipeline transportation: After gypsum powder enters the pipeline, it fully merges with the airflow to form a gas-solid two-phase flow, which presents two flow states depending on the process - suspended flow or plug flow. The entire pipeline is sealed to isolate external water vapor and prevent gypsum powder from getting damp and clumping. Gas solid separation unloading: After the gas solid mixture reaches the endpoint, it enters the separation device, and the gypsum powder particles are intercepted by gravity or filtration and fall into the endpoint material bin; The separated air is purified and discharged to meet the standard, without any leakage of gypsum powder dust. 2、 The working principles of the two mainstream processes are as follows: 1 The core principle of positive pressure dilute phase conveying is to use compressed air as the driving force to form a positive pressure airflow in the pipeline, pushing the gypsum powder towards the end point, and the material moves in a suspended state with the airflow. Adaptation logic: Taking advantage of the low workability and easy suspension of gypsum grinding, low kinetic energy airflow can be used to achieve short distance and small to medium flow conveying. The process is simple and the start stop is flexible, suitable for short distance transportation from the raw material warehouse to the production workshop in gypsum board factories and dry powder mortar factories. 2. Core principle of positive pressure dense phase transportation: High pressure and low flow velocity airflow is used to integrate gypsum powder into material plugs in the pipeline. The material plugs are separated by air columns, and the pressure of the air columns is used to push the material plugs forward at low speed. Adaptation logic: Low flow rate conveying can avoid static electricity or fine particle flying caused by high-speed friction of gypsum powder. At the same time, a sealed high-pressure environment can effectively isolate external water vapor and prevent gypsum powder from getting damp and clumping. It is suitable for "gypsum calcination kiln to finished product warehouse" or long-distance transportation across workshops, especially for high-end gypsum building materials production with high requirements for material purity and dryness. Case 1: Positive pressure dilute phase conveying - gypsum board production line batching conveying industry scenario: large-scale paper faced gypsum board production workshop. Need to be calcined
MoreGrain unloading pneumatic conveying is essentially a negative pressure suction pneumatic conveying method, which uses air as the conveying medium and utilizes the airflow generated by negative pressure in the pipeline to "suck" grain particles from the ship's hold to the dock side, and then completes the unloading operation through gas-solid separation and unloading buffer. The entire process relies on closed pipelines for operation, which can not only avoid the scattering and loss of grain, but also control dust from the source, making it the mainstream environmental protection solution for grain unloading in ports. The overall workflow operates in a closed-loop system consisting of four stages: "picking, conveying, separation, and unloading". At the same time, a dedicated adaptation mechanism is designed to prevent breakage and blockage based on the characteristics of grain particles. The specific principles are as follows: 1. Core workflow 1 Negative pressure construction: Establish a power foundation system with the power source arranged at the end of the dock shore, and after starting, create a negative pressure environment inside the entire conveying pipeline that is lower than the external atmospheric pressure. At this point, a pressure difference is formed between the external atmosphere and the interior of the pipeline, which is the core driving force for the movement of grain particles and the essence of "suction". 2. In ship material retrieval: The gas material mixture is used to start the dock operation. The dock operator operates the adjustable and extendable unloading arm, and extends the front suction nozzle into the grain pile in the cabin. Due to the negative pressure inside the pipeline, external air will pass through the suction nozzle at high speed, and at the same time, it will "wrap" the grain particles around the suction nozzle, completing the initial mixing of gas and material at the suction nozzle, forming a two-phase flow of gas and grain, and entering the conveying pipeline. For the leftover materials in the corners of the cabin, they can be collected from the entire cabin without blind spots by moving the suction nozzle or using an auxiliary scraping device. 3. Pipeline transportation: The two-phase flow of gas and grain, driven by negative pressure airflow, flows along the unloading arm pipeline and the shore side fixed pipeline towards the end of the shore side. During the transportation process, the kinetic energy of the airflow is transferred to the grain particles, pushing them forward along with the airflow. Grain particles move in a suspended or slightly sliding state inside the pipeline, completely enclosed in a closed space, with no grain leakage or dust flying. 4. Shore separation: Effective separation of gas and grain. When the two-phase flow of gas and grain reaches the separation equipment on the shore, the velocity of the airflow slows down, and the grain particles separate from the air under the action of gravity and centrifugal force. Grain particles settle down from the airflow and fall into the buffer bin or unloading equipment below; Dust laden air: continues to enter the subsequent dust removal system, completes dust purification, and meets emission standards. 5. Unloading buffer: Grain separated from subsequent processes is temporarily stored in the buffer warehouse, and then transferred to the dock yard, silo, or subsequent transfer vehicle through the unloading device to complete the entire unloading process. 2、 The exclusive adaptation principle of grain materials: Grain belongs to granular materials, which are brittle, easy to break, and have good fluidity and are not easy to bond. Therefore, based on the universal negative pressure principle, two key adaptation designs have been added to the pneumatic conveying of grain unloading ships: low crushing design: by optimizing the structure of the suction nozzle and controlling the flow rate of the pipeline, it avoids severe collisions and friction of grain particles during the suction and transportation process, minimizes the generation of broken grain, and ensures the quality of grain; Anti clogging design: Grain particles have no adhesive properties and are not easily clogged due to sedimentation. The system will also install air replenishment devices at key locations in the pipeline. If there is local material accumulation, air replenishment can be used
MoreMineral powder pneumatic conveying technology is a process method that uses air as the conveying medium and utilizes the energy of airflow in a closed pipeline network to achieve continuous transportation of mineral powder. Its essence is to convert the kinetic energy or static pressure energy of air into the kinetic energy of materials, so that mineral powder particles and air form a mixed flow state, complete long-distance migration in the pipeline, and ultimately achieve the separation of gas-solid phases. Compared to traditional mechanical conveying, the core advantage of this technology is that the entire pipeline is sealed, fundamentally solving the problem of dust pollution caused by fine particle size of mineral powder, while also avoiding material loss during the conveying process. The operation logic of the entire system can be divided into three core stages, forming a complete material conveying loop: the first stage: the feeding and mixed mineral powder are usually stored in the silo or hopper and cannot directly enter the conveying pipeline. The system uses a specialized feeding device to control and evenly feed the mineral powder in the warehouse into the airflow of the pipeline. The feeding device needs to break the agglomeration force between mineral powder particles, so that they can be effectively carried or pushed by the airflow. For fine particulate materials such as mineral powder, this stage determines whether the subsequent transportation is smooth and is the first hurdle to prevent pipe blockage. Phase 2: Transport and migration inside the pipeline, with the mineral powder moving along with the airflow. According to the different airflow velocity and pressure, mineral powder exhibits different motion states such as suspension, sliding, or clogging in the pipeline. The entire transportation process is carried out in a completely sealed pipeline, which not only protects the surrounding environment from dust pollution, but also protects the mineral powder material itself from external impurities, ensuring the purity of the material. Phase Three: Separation and Dust Removal After the gas mixture reaches its destination, the mineral powder must be separated from the air. This process is usually completed in a separator, where mineral powder settles from the airflow under the action of gravity or centrifugal force and falls into the storage equipment; The exhaust gas carrying a small amount of dust will enter the dust removal equipment for purification treatment, and the final clean air that meets the standards will be discharged into the atmosphere. In order to adapt to different mining powder conveying conditions, pneumatic conveying systems are mainly divided into the following three mainstream technical solutions, and the core difference in their working principles lies in the direction of the power source and the airflow state: Solution 1: Negative pressure pneumatic conveying Working principle: The power source of the system is installed at the conveying endpoint. By extracting air from the pipeline, a negative pressure environment below the external atmospheric pressure is formed inside the entire conveying pipeline. Under the action of atmospheric pressure, the external air carries mineral powder and is "sucked" into the pipeline, flowing towards the endpoint. Core feature: Due to the negative pressure inside the system, even if there is a small leak in the pipeline, external air will flow in without any mineral powder spraying out. Therefore, this scheme performs the best in dust control and is particularly suitable for scenarios involving multi-point material collection and single point unloading. Option 2: Working principle of positive pressure pneumatic conveying: Roots blower or air compressor is installed at the starting point of the conveying. The fan presses air with a certain pressure into the pipeline, and uses the thrust of positive pressure airflow to "push" the mineral powder from the starting point to the ending point. Core feature: Positive pressure system can provide greater conveying power, so the conveying distance and amount are usually better than negative pressure system. It is very suitable for a layout of single point feeding and multi-point unloading, that is, distributing mineral powder from one silo to multiple locations
MoreThe core principle of pneumatic conveying of soybean meal powder is to use a gas source to form a pressure difference and airflow in a closed pipeline, so that the particles of soybean meal powder are suspended or move in groups with the airflow, achieving material conveying; The material is separated from the air by a gas-solid separation device at the end, and the exhaust gas is purified before being discharged. The following are three mainstream process forms for adapting soybean meal powder, all of which are qualitative descriptions without parameters: 1. The negative pressure power end is at the end of the system, and a negative pressure environment below atmospheric pressure is formed in the pipeline through a vacuum pump or negative pressure fan. The pressure difference draws external air and soybean meal powder into the pipeline together from the feed inlet, and the material is entrained by the airflow to form a gas-solid two-phase flow. After the mixture is transported to the end, it is first subjected to coarse separation by a cyclone separator, and then fine powder is filtered by a bag filter. The separated soybean meal powder falls into the silo. The purified exhaust gas is discharged after being silenced by a fan, and the entire process is sealed without dust escaping, suitable for the working condition of multi-point feeding to single point conveying. 2、 The positive pressure power end is located at the beginning of the system, and compressed air is introduced into the pipeline through a compressor or Roots blower to create a positive pressure environment higher than atmospheric pressure. Soybean meal powder is quantitatively fed into the pipeline through a feeder, and is transported forward along the pipeline in the form of suspension or group flow under the push of airflow. After reaching the destination, the material is discharged into the silo through the separator, and the remaining air is purified by the top dust collector before being discharged. Suitable for single point feeding to multi-point unloading, or long-distance, high-volume soybean meal powder transportation scenarios. 3、 The positive pressure dense phase adopts intermittent conveying mode, and the soybean meal powder first enters the bin pump tank. After completing the feeding, the feeding valve is closed. Inject compressed air into the warehouse pump to create a high-pressure environment inside the tank, while using the bottom gasification device to make the material fluidized and avoid accumulation. Open the discharge valve, and high-pressure airflow pushes the material into the pipeline in the form of a group flow, transporting it to the final material bin. After the transportation is completed, release the pressure inside the tank and enter the next feeding cycle, suitable for transporting high concentration and short distance soybean meal powder, which can effectively reduce pipeline wear. 4、 The key points of the process for transporting soybean meal powder are anti blocking and fluidization: Soybean meal powder has a certain degree of adhesion, and its flowability needs to be improved through gasification and arch breaking devices. At the same time, a suitable airflow pattern should be selected to avoid pipeline blockage. Sealing and dust removal: The entire process adopts sealed pipeline transportation, and the end is equipped with dust removal equipment, which not only prevents material loss but also meets environmental protection requirements. Explosion proof and protection: Soybean meal powder belongs to combustible dust, and the system needs to use explosion-proof equipment and set up anti-static grounding to avoid safety hazards. Case 1: A large feed factory in East China, as a leading enterprise in feed production in the region, needs to receive a large amount of soybean meal powder raw materials every day. The traditional unloading method is not only inefficient, but also due to the fine and easily flying characteristics of soybean meal powder particles, the dust pollution in the raw material receiving area of the factory is serious, and manual unloading is prone to material residue, increasing raw material loss. In response to this pain point, the factory adopts a mobile negative pressure suction unit in the raw material receiving process, which is specifically used for unloading and storing soybean meal powder in bulk tankers. During operation, the operator only needs to flexibly insert the suction nozzle into the discharge port of the tanker truck. After the vacuum pump at the end of the system is started, a stable negative pressure environment is quickly formed in the closed pipeline. Under the pressure difference, the external air enters the conveying pipeline with the soybean meal powder in the tanker truck, forming a uniform gas-solid mixture
MoreFly ash pneumatic conveying is the mainstream technology for fly ash transportation in the industrial field, widely used in scenarios such as power plant fly ash collection, raw material transportation in building materials plants, and collaborative disposal in cement plants. Its core working principle is to use the kinetic energy of the airflow and the pressure difference inside and outside the pipeline to construct a gas-solid two-phase flow system in a closed pipeline, so that fly ash particles are directionally transported with the airflow. Finally, the material and air are separated through a gas-solid separation device, achieving the goal of dust-free and high-efficiency material transportation. Compared with mechanical conveying, this technology has no direct contact between mechanical transmission components and materials throughout the entire process, fundamentally solving problems such as fly ash dust, material crushing, and equipment wear. Fly ash itself has the physical characteristics of small particles, light texture, and good fluidity, which makes it easily entrained or pushed by air flow, making it an ideal material for pneumatic conveying technology. The essence of pneumatic conveying is to use the energy of the airflow to overcome the frictional and gravitational resistance of fly ash moving in the pipeline, so that the material can maintain a stable flow state in the pipeline until it is conveyed to the designated end point. 1、 The complete process of pneumatic conveying of fly ash does not require complex mechanical linkage, and is mainly completed through four key links that cooperate with each other to form a continuous and closed conveying loop: flow generation and gas supply: The gas source system is the power source of the entire conveying process, which inputs compressed air into the conveying pipeline through Roots fans, air compressors and other equipment, or creates a vacuum environment inside the pipeline through a vacuum pump, thereby establishing a stable pressure difference between the inside and outside of the pipeline, or forming an airflow with sufficient kinetic energy inside the pipeline, providing a power basis for material conveying. Uniform feeding: Fly ash is usually stored in equipment such as ash silos and silos. The feeding device is used to smoothly and evenly feed the fly ash from the silo into the conveying pipeline, avoiding material accumulation or sudden influx that may cause pipeline blockage. The feeding process will achieve preliminary mixing of materials and airflow according to different conveying processes, laying the foundation for stable conveying in the future. Pipeline transportation: When fly ash enters the transportation pipeline, it will fully merge with high-speed or high-pressure airflow to form gas-solid two-phase flow. According to the differences in airflow velocity, pressure, and conveying process, fly ash will exhibit two main flow states in pipelines - suspended flow or group flow. In a suspended flow, fly ash particles are completely entrained by the airflow and evenly dispersed in the pipeline as they move with the airflow; In the group flow, fly ash aggregates into material plugs or clusters, which move forward alternately under the push of airflow, and finally complete directional transportation along the pipeline from the starting point to the end point. Gas solid separation: When the mixture of fly ash and airflow reaches the conveying endpoint, the material needs to be separated from the air to complete unloading. The mixture first enters separation equipment such as cyclone separators and bag filters, where fly ash particles are intercepted and collected due to their own gravity or filtration, and fall into the final material bin; After separation, the air will be purified to remove residual fine dust, and then discharged or returned to the air source system for recycling, which not only avoids air pollution but also achieves reasonable disposal of the airflow. 2、 The working characteristics of the three mainstream process forms are based on the pressure state and airflow velocity inside the pipeline
MoreCement pneumatic conveying is a technology that uses air as a power source to transport cement powder in a closed pipeline. Its core advantages are dust-free sealing, flexible layout, and high degree of automation. The two most commonly used schemes in cement plants are dilute phase positive pressure and dense phase high pressure. The selection is determined by the conveying distance, capacity, and anti-wear requirements. 1、 There are two mainstream conveying methods: positive pressure conveying (pressure conveying): the pressure inside the pipeline is higher than atmospheric pressure, and the material is pushed forward by thrust, suitable for long-distance and high flow conveying. Negative pressure conveying (suction): The pressure inside the pipeline is lower than atmospheric pressure, and the material is sucked in and conveyed by suction, suitable for short distance and multi-point material retrieval. 2、 Typical system composition gas source: provides airflow power, such as Roots blower, compressor, vacuum pump. Feeding device: evenly feed cement into pipelines, such as rotary valves, bin pumps, and Venturi feeders. Transport pipeline: a closed channel that can be arranged horizontally, vertically, or curved. Gas material separation: such as a cyclone separator, separates cement from the airflow. Dust removal and purification: such as bag filters, which treat exhaust gas before discharge. 3、 Basic workflow of feeding and mixing: Cement enters the feeding device from the silo and mixes with the airflow. In some scenarios, cement will be fluidized, making it easier to transport. Pipeline transportation: The mixed cement particles move along the pipeline in a suspended state (dilute phase) in high-speed airflow or in a slug/group flow (dense phase) at higher air pressure. Terminal separation: After reaching the destination, the separator intercepts the cement particles and drops them into the storage bin. Exhaust gas treatment: The airflow carrying fine powder is purified by a dust collector and discharged in compliance with standards. 4、 The core physical mechanism is gas-solid two-phase flow: air is the continuous phase, cement particles are the dispersed phase, and transportation is achieved by overcoming gravity and pipe wall friction through the drag force of the airflow. Fluidization: When the airflow passes through the cement layer, the gaps between particles are filled with gas, presenting a fluid like state and reducing transport resistance. Dilute phase and dense phase: The dilute phase maintains particle suspension by high airflow velocity; Dense phase relies on air pressure to push the material plug or group forward, with lower speed but higher conveying concentration. Case 1: Bulk Cement Truck Unloading and Storage System (Application of Negative Pressure Suction System) Application Scenario: The raw material station or finished product warehouse of a cement plant unloads bulk cement from transport vehicles into the factory storage. System composition: mobile/fixed suction nozzle, telescopic hose, conveying pipeline, negative pressure separator (cyclone), bag filter, vacuum pump. Working process: After the system is started, the vacuum pump forms a negative pressure airflow in the pipeline. Insert the suction nozzle into the discharge port of the car tanker during operation, and the atmospheric pressure will mix the cement and air inside the tanker and press it into the conveying pipeline. The gas mixture is sucked along the pipeline to the factory area, first entering the separator. Cement settles into the storage due to gravity, and the dusty airflow is filtered by a bag filter. The purified air is then discharged into the atmosphere by a vacuum pump. Case 2: Conveyor from finished cement warehouse to packaging workshop/bulk head (application of positive pressure dense phase conveying system) Application scenario: In the finished product section of the cement plant, the materials in the cement warehouse are transported to the packaging machine silo or the bulk shipping point of the truck. System composition: bottom unloader, bin pump, air compressor, conveying main pipe, branch valve, dust collector. Working process: Cement enters the silo type conveying pump from the bottom of the warehouse, and the pump body is inflated to make the material fluidized and establish pressure. When reaching the set point
MoreIn the lithium battery industry, pneumatic conveying, as an advanced material conveying method, has significant application advantages but also faces some technical difficulties. Advantages of dust-free production environment: The pneumatic conveying system uses fully enclosed pipelines for material transportation, effectively avoiding the dust generated during the transportation of lithium battery positive and negative electrode powder materials, thus creating a dust-free production environment. This is not only beneficial for protecting the health of production workers, but also reduces environmental pollution and improves the overall cleanliness of the production workshop. Improving production efficiency: Pneumatic conveying systems can achieve continuous and efficient material transportation, with fast conveying speed and long distance, greatly improving production efficiency. At the same time, pneumatic conveying can be combined with automated control systems to achieve intelligent management of production lines and further improve production efficiency. Reduce labor costs: The pneumatic conveying system reduces the manual handling of materials, lowers the labor intensity of workers, and thus reduces the number of workers and labor costs. In addition, automated control systems can reduce production errors caused by human factors and improve production stability. Improving product quality: The pneumatic conveying system can accurately control the conveying volume and speed of materials, avoiding waste and pollution during the conveying process. At the same time, combined with the automatic batching system, precise measurement and mixing of materials can be achieved, thereby improving the quality and consistency of products. Environmental protection and energy conservation: The pneumatic conveying system uses gas as the power source, which can reduce energy consumption and carbon emissions compared to traditional mechanical conveying methods. At the same time, due to the reduction of dust pollution and material waste, it also conforms to the environmental protection concept of modern enterprises. Difficult material layering phenomenon: During pneumatic conveying, due to the conveying characteristics, powder materials such as lithium battery positive and negative electrodes are prone to layering, that is, low-speed conveying of large particles and high-speed conveying of small particles. This will affect the consistency of the material, thereby affecting the performance and quality of the battery. Metal content control: The metal content of lithium battery negative electrode materials is one of the important indicators for evaluating their quality. However, in the process of pneumatic conveying, the friction and collision of materials may lead to the mixing of metal impurities, thereby affecting the metal content of the material. High requirements for electrical control equipment: Due to the conductivity of lithium battery negative electrode materials, there are high requirements for electrical control equipment and electrical control cabinets. It is necessary to ensure that the equipment has good insulation performance and protection level to prevent electrical faults and safety accidents from occurring. Difficulty in gas-solid separation: Most negative electrode materials for lithium batteries are micron sized powder materials with small particle size and light weight, making gas-solid separation difficult. The design and operation requirements for cyclone separation dust collectors and other equipment are very high to ensure effective separation and recovery of materials. Blockage problem: In pneumatic conveying systems, if the material is not conveyed smoothly or the pipeline design is unreasonable, it may lead to blockage problems. This will not only affect the normal operation of the production line, but also cause material waste and equipment damage. Therefore, effective measures need to be taken to prevent and solve the problem of material blockage. In summary, pneumatic conveying has significant application advantages in the lithium battery industry, but there are also some technical difficulties that need to be overcome. With the continuous advancement of technology and the constant improvement of equipment
MoreThe pneumatic conveying system for silicon iron powder is an industrial pneumatic conveying device specifically designed for conveying silicon iron powder. Due to its high density, tendency to generate dust, and tendency to agglomerate and block during transportation, ferrosilicon powder requires an efficient and safe conveying system. The following is a detailed introduction to the pneumatic conveying system for silicon iron powder: The working principle of the system is usually based on the following two main conveying principles: positive pressure conveying, which pushes silicon iron powder from the feeding point to the destination through compressed air. Commonly used for long-distance conveying and situations with large conveying volumes. Advantages: Fast conveying speed, suitable for continuous operation. Negative pressure conveying uses a vacuum pump to suction silicon iron powder from the feeding point to the destination. Commonly used in scenarios of shorter distance transportation and multi-point collection. Advantages: Dust is less likely to leak during transportation, and the environment is cleaner. The system consists of feeding equipment such as silos, hoppers, vibrating feeders, etc., to ensure that the silicon iron powder enters the conveying system evenly. Transportation pipelines are usually made of wear-resistant materials to cope with the wear and tear of silicon iron powder. Pipeline design should minimize bends as much as possible to reduce the risk of blockage. Air source equipment includes air compressors, blowers, or vacuum pumps, which provide power for transportation. Separation equipment such as cyclone separators or bag filters are used to separate and transport gases from silicon iron powder. Ensure the recycling of powder materials while avoiding dust pollution. The PLC automation control system is used to monitor parameters such as pressure, flow rate, and material level to ensure the stability of the conveying process. The material characteristics of ferrosilicon powder, including particle size, density, and flowability, are key parameters in the design. Prevent the agglomeration or deposition of silicon iron powder during transportation. Gas velocity and pressure need to be balanced: too high a gas velocity may cause equipment wear, and too low a velocity may cause blockage. The sealing system must ensure good sealing to avoid dust pollution caused by the leakage of silicon iron powder. Explosion proof design: Silicon iron powder is flammable and needs to be prevented from the risk of explosion caused by static electricity or high temperature. Anti static measures and safety valves need to be installed in the system. Advantages of efficient conveying: Compared to traditional mechanical conveying, pneumatic conveying has a faster speed and occupies a smaller area. Environmental Protection: Reduce dust dispersion and improve operating environment. Flexible layout: The conveying pipeline can be designed according to actual needs, suitable for complex process flows. The application field of silicon iron powder pneumatic conveying system is widely used in the following industries: metallurgical industry: conveying silicon iron powder raw materials used for steelmaking. Chemical industry: used for preparing alloys or other chemical products from silicon iron powder. Building materials industry: used for conveying additives or modified materials. Case 1: Background of a long-distance dense phase positive pressure conveying system (metallurgical industry) project in an aluminum plant. The aluminum plant needs to transport silicon iron powder from the raw material warehouse to three melting furnaces. The conveying distance is long, the vertical lifting height is high, the conveying volume is large, the explosion-proof level is high, and the oxidation rate of silicon iron powder is controlled. Core solution transportation method: Adopting dense phase positive pressure plug flow transportation, using nitrogen as the transportation medium throughout the process to achieve inert protection and prevent oxygen contact. System configuration gas source: A combination of high-pressure air compressor and nitrogen generator is used to ensure stable and pure gas source, free of oil and water. Feeding: Two bin pumps alternate feeding, and a fluidization device is installed at the outlet to prevent blockage of the silicon iron powder bridge. Conveying pipeline: made of 316L stainless steel material
MoreAluminum powder pneumatic conveying is a technology that uses airflow as the driving force to transport aluminum powder in a closed pipeline. The core is explosion-proof and inerting control, commonly using dilute/dense phase positive or negative pressure schemes. The system consists of air source, feeding, conveying, separation, control, and explosion-proof safety units. There are two mainstream forms of negative pressure suction: the vacuum pump at the end of the system draws negative pressure, and the atmosphere brings aluminum powder from the suction nozzle into the pipeline, followed by the airflow to the end separator, where the material settles and the gas is discharged after dust removal. The characteristic is no dust leakage, suitable for multi-point material collection and short distance clean transportation. Positive pressure feeding: The front end is driven by compressed air, and the feeder evenly feeds the aluminum powder into the pipeline. It is pushed to the discharge point by air flow energy and static pressure, and discharged after separation and dust removal. The characteristic is that the conveying distance is longer, suitable for single point conveying to multiple points and long-distance conveying. Core process of gas supply and flow generation: The gas source equipment establishes a stable airflow and pressure difference inside the pipeline. Feeding mixing: The feeding device sends aluminum powder into the airflow, forming a gas-solid two-phase flow. Pipeline transportation: Aluminum powder moves along the pipeline in a dilute or dense phase in the airflow. Gas material separation: Cyclone/bag filter settles and collects aluminum powder, and the exhaust gas is purified by dust removal before being discharged to prevent pollution and loss of aluminum powder. Special attention should be paid to the transportation of aluminum powder. As aluminum powder is a flammable and explosive powder, inert gases such as nitrogen are usually used as transportation media in industry, and the system needs to be sealed, anti-static, and explosion-proof designed to avoid dust flying and ignition sources. 1、 Background of Shanxi Datong Aluminum Powder Pneumatic Conveying Case Project: A certain enterprise in Datong, Shanxi needs to transport aluminum powder materials. Considering the characteristics and conveying requirements of aluminum powder, a pneumatic conveying system was selected. System composition: The pneumatic conveying system mainly consists of conveying pipelines, dust removal devices, separation devices, feeding devices, and fans. System features: Transport in a closed environment, not affected by environmental or climatic conditions. It can be unloaded at a single point or multiple points, with diverse functions. Affordable price, determined according to the size and performance requirements of user needs. Application effect: Continuous and stable transportation of aluminum powder has been achieved, improving production efficiency. Reduced pollution to the surrounding environment during the transportation process and improved the production environment. 2、 Background of the Aluminum Powder Pneumatic Conveying Case Project in Pingxiang, Jiangxi: A certain enterprise in Pingxiang, Jiangxi also needs to convey aluminum powder materials. In order to improve conveying efficiency and environmental protection, it chose a pneumatic conveying system. System feature: Utilizing the energy of air flow for continuous transportation of granular materials. It has transport sealing properties, which can reduce the pollution caused to the surrounding environment during the transport process. The product quality is guaranteed and provided by a professional pneumatic conveying system design and implementation company. Application effect: Improved the conveying efficiency of aluminum powder and reduced production costs. Improved the production environment and reduced dust pollution. 3、 Background of Inner Mongolia Tongliao Aluminum Powder Pneumatic Conveying Case Project: A certain enterprise in Tongliao, Inner Mongolia needs to transport aluminum powder materials. Considering the conveying distance and environmental requirements, a pneumatic conveying system was selected. System feature: Use the airflow generated by the fan to transport materials along the airflow direction in a closed conveying pipeline. It can be used in industries such as casting, power, and steel metallurgy, and has a wide range of applicability. Application effect: Long distance transportation of aluminum powder has been achieved, meeting the production needs of enterprises. Reduced dust pollution, compliant
More
Shandong Juheng Environmental Protection Technology Co., Ltd. is located in Zhangqiu District, Jinan City, Shandong Province. Since its establishment, the company has developed into a specialized company engaged in positive (negative) pressure pneumatic conveying, industrial automation system centralized feeding, dilute (dense) phase pneumatic conveying system, denitrification system, bag filter, blower, bin pump, AV pump, material sealing pump and other powder automation processing systems, from single equipment to overall solutions. Our products have passed ISO9001:2015 international quality management system certification and multiple relevant national qualification certifications. They are widely used in industries such as electricity, cement, grain processing, metallurgy, building materials, mining, new energy, ports and terminals, chemical industry, desulfurization, food, and feed.
More